



想要更直观地了解直缝管合金钢管精品优选产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
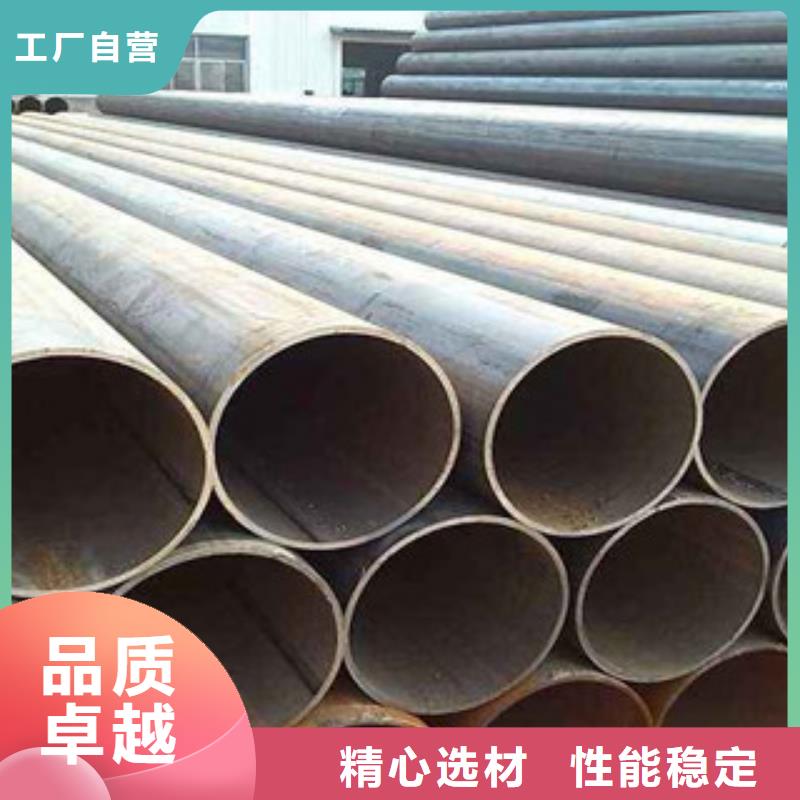
以下是:浙江湖州直缝管合金钢管精品优选的图文介绍
钢兴钢管(湖州市分公司)常年经销【3pe防腐钢管】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。


JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。



ERW管在国内发展很快。高频电阻焊直缝钢管要强化几何无缝化(刮去内、外毛刺)和物理无缝化(焊缝和热影响区的应力及改善物理性能)工艺优势,使焊缝包括热影响区达到或接近母材的性能,从而赶上无缝管的水平。这就拓宽了高频电阻焊直缝钢管的使用范围。例如:全世界一年消耗石油套管约800万t,其中一半是高频电阻焊直缝钢管。国外海洋用管、极地管线也是用高频电阻焊直缝钢管。欧洲锅炉管乃至一部分高压锅炉管也用高频电阻焊直缝钢管。在国外,城市中小口径燃气管线、中小口径油气管线 ERW管。此外,汽车管、机械管、网架结构管(圆、方矩形管)大量使用ERW管。这是由于ERW管尺寸精度高,并且与无缝管强度相同时,塑性、韧性更优良。国内高频电阻焊直缝钢管应当向高质量、高附加值方向发展。


螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。



21世纪是我国输气管道建设的高峰期,管道运输已经成为现代运输体系的一个重要组成部分,作为现代管线工业技术进步的重要标志,大直径、高输送压力、长距离输送已经成为管线工业发展的总趋势。石油和天然气作为一种主要能源在 经济建设中发挥着重要的作用,随着石油天然气需求量的增加,管道的输送压力的增大,管线钢管向着大直径、大厚壁和高强度方向发展。国内 进的JCOE埋弧焊大直径直缝钢管(SAWL)生产线为高等级、高品质的管线用管生产创造了一定的条件。虽然国外允许螺旋缝焊管用于油气输送管线,但有严格的技术条件,且强化了无损检测。在我国,螺旋缝焊管输送管线技术已达到很高水平,但由于存在上述不足,螺旋缝焊管将面临严峻的市场考验,在重要交通枢纽、地质条件复杂、人口稠密地区以及海洋方面,仍然要用直缝埋弧焊管。
