





聚氨酯保温管广泛用于液体、气体的输送管网,化工管道保温工程石油、化工、中央空调通风管道、市政工程等。高温预制直埋保温管是一种保温性能好,加可靠,工程造价低的直埋预制保温管。有效的解决了城镇集中供热中130℃-600℃高温输热用预制直埋保温管的保温、滑动润滑和管端的防水问题。高温预制直埋保温管不仅具有传统地沟和架空敷设管道的先进技术、实用性能,而且还具有显著的社会效益和经济效益,也是供热节能的有力措施。高温预制直埋保温管由于聚氨酯硬质泡沫保温层紧密地粘结在钢管外皮,隔绝了空气和水的渗入,能起到良好的防腐作用。同时它的发泡孔都是闭合的,吸水性很小。聚氨酯保温管高密度外壳、聚氨酯保温管玻璃钢外壳均具有良好的防腐、绝缘和机械性能。聚氨酯热力保温钢管概述:直埋保温管能在0.6-1.2米冻土层内直埋(所以人们习惯称它为直埋式保温管或是预制保温管),热损失比普通的管道可降低40%以上,工作使用寿命比其它绝热防腐材料提高3-5倍以上,寿命可以达到30-50年;质量均符合或高于中国行业标准。其完善的保温系统,具有工程整体造价低、工期短、寿命长、节约能源、利于环保等特点,连续运行温度为130oC,峰值高度可达150oC。
热力保温钢管的抗老化、抗紫外线能力比较强,不会腐蚀生锈,所以一般用于架空使用,并且热力保温钢管的热损耗低:聚氨酯泡沫的闭孔率高达92%左右,低导热系数和低吸水率,加上保温层或保护壳,大大减少了供热管道的整体热损耗,产品性能。热力保温钢管适合输送在-50°C-150°C范围内的各种介质,它广泛应用于集中供热、供冷和热油的输送及暖室、冷库、煤矿、石油、化工等行业的保温保冷工程。热力保温钢管的材质特点,如下:产品规格参数:DN25-DN1400,产品型号多种规格可选,可定制施工方便:可直埋,施工简便迅速综合成本相对较低综合造价低:双管制供热管道,工程造价比较低,节约人力成本节约能源:热损耗低,约为传统管的百分之二十五,节能环保使用寿命长:正确的安装和使用,可使管网寿命延长而且维护费用极低产品用途:液体/气体的输送管网、石油/化工/集中供暖/小区供暖管道等使用
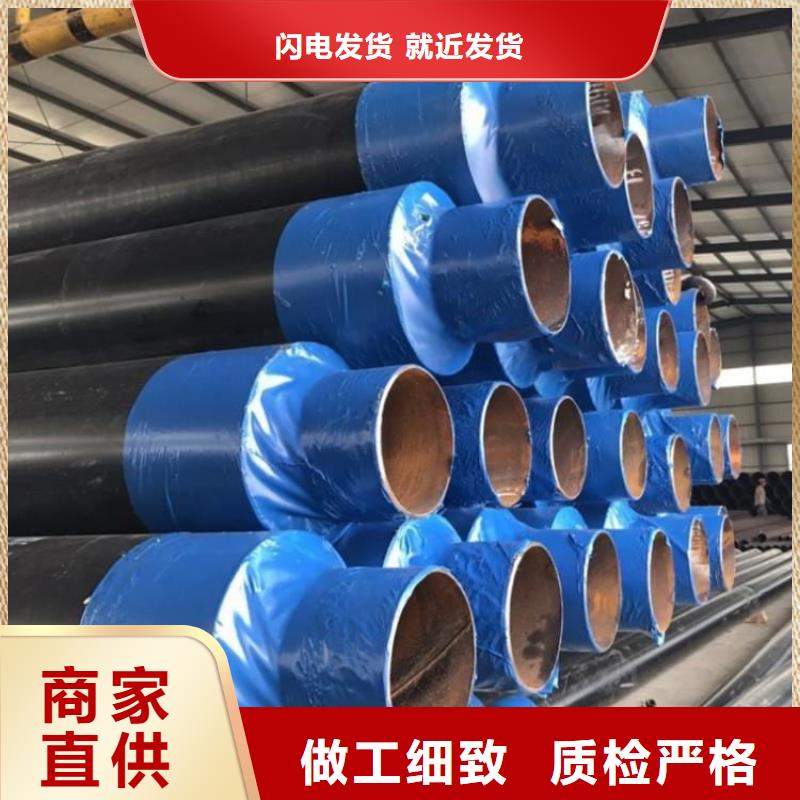
直埋保温管组成:1工作钢管:根据输送介质要求可采用有缝钢管、无缝钢管、双面埋弧螺旋焊接钢管。2保温层:采用硬质聚氨酯泡沫塑料。3保护壳:采用高密度聚乙烯或玻璃钢。直埋热力管道保温管厂家直供预制聚氨酯直埋保温管具有良好的防腐效果,因为聚氨酯硬泡保温层与钢管外皮紧密结合,隔绝了空气和水的渗入。同时,它的发泡孔是封闭的,吸水量很小。高密度聚乙烯外壳和玻璃钢外壳都具有良好的防腐、绝缘和机械性能。因此,工作钢管的外皮不易被外界空气和水腐蚀。只要管道内部水质处理好,据资料显示,聚氨酯直埋保温管使用寿命可达50年以上,是传统直埋保温管使用寿命的3~4倍。沟渠铺设和架空铺设。
聚氨酯保温钢管直埋施工办法大大加快了施工时间,减少施工周期,管道在安装完后可直接填土,不需要任何措施,这也是价值保温管的优势所在。随着聚氨酯保温钢管生产技术的不断完善,设备的不断改进。目前的聚氨酯保温钢管已经不仅仅作为热力管道使用。
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
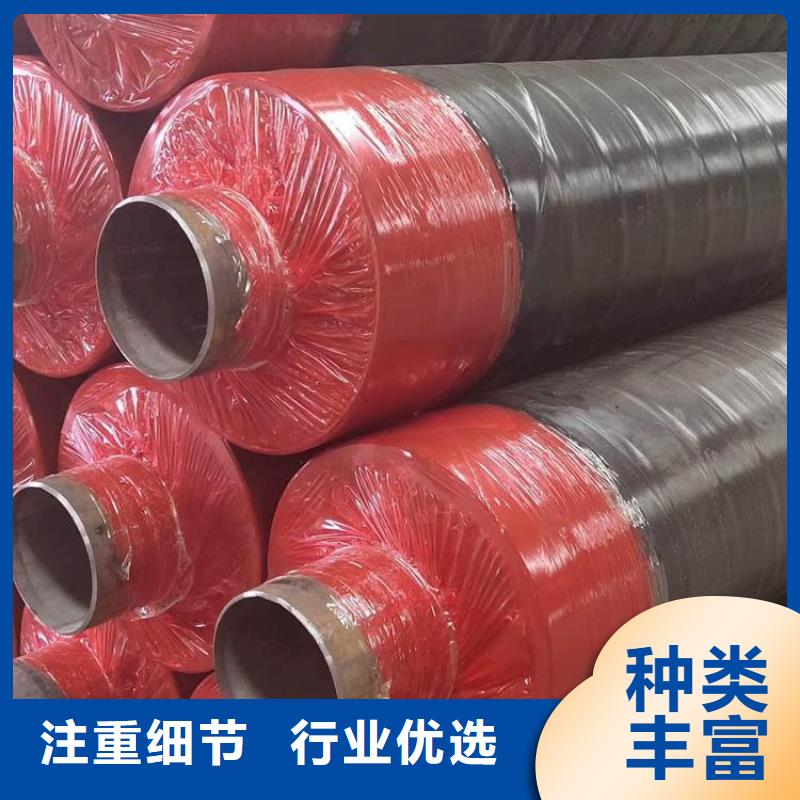
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
