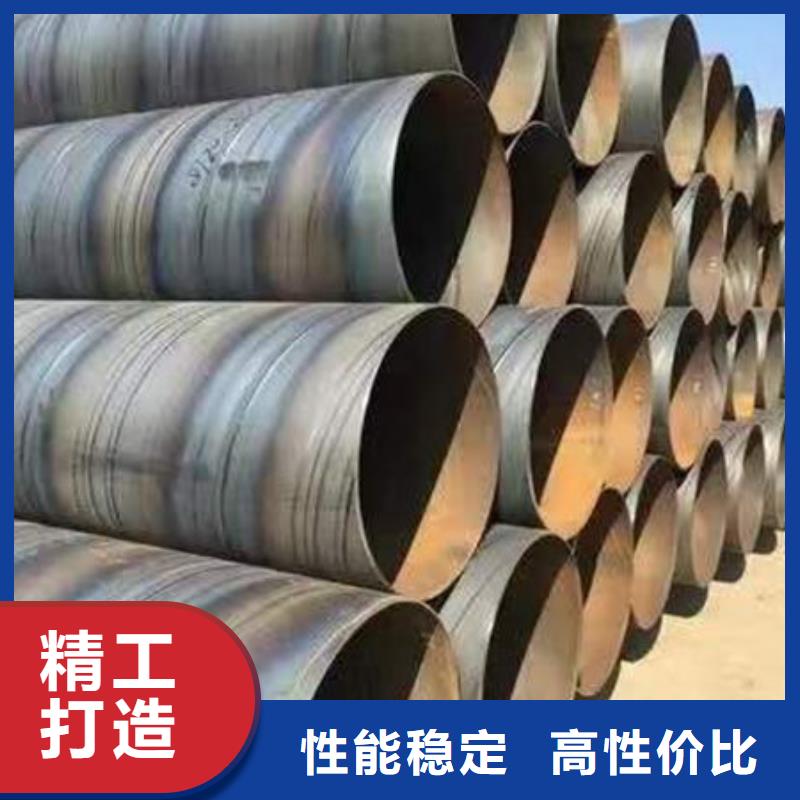




如何对螺旋钢材进行管理质量控制对于在螺旋钢管管口组对时存在错口超标的问题应采取如下防范对策:(1)尽量采用内对口器。(2)组对时做好测量和修口工作。(3)组对时做好焊接管段的级配工作。(4)局部采用紫铜锤或铜垫板锤击校正。(5)当错口变形平重时要进行割口处理。螺旋钢管钢材管理:(1)使用内对口器时与之相配套的设备、压风机设备和吊管机必须在施工前检查完好使用操作灵活;在使用时应按操作规程作。(2)对口前要认真检查对口使用的设备是否正常:对口时要设专人指挥按规范的动作指挥操作避兔伤害事故发生。(3)在施工中如采用垫士墩或垫麻包袋装稻壳垫高管线时垫高必须坚实牢固防止管道滚动伤人;不准用冻土、石块垫螺旋钢管。
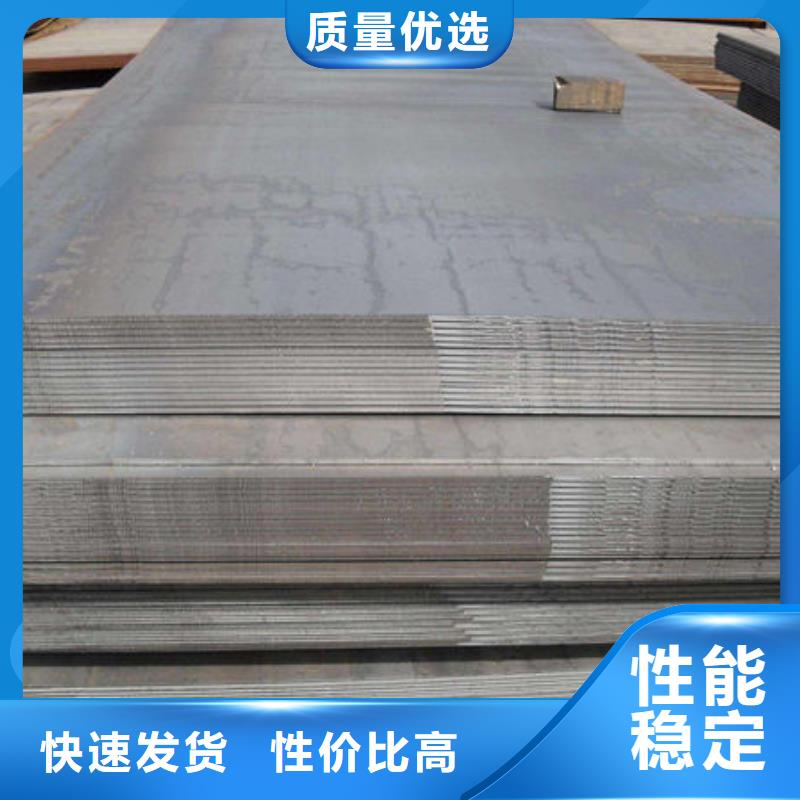
在进行高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
行业内大直径直缝钢管生产将采用T型焊接技术,即将直缝管的短段拼接成满足工程要求的长度,大大增加直缝钢管T型焊接缺陷的概率。此外,T形焊缝处的焊接残余应力相对较大。焊缝金属往往产生一种应力作用,这增加了裂纹的可能性。和直缝钢材相比,螺旋钢管在强度上要有一定的优势。生产螺旋钢管的主要工艺就是埋弧焊。螺旋钢管可用于由相同宽度的坯料生产不同管径的焊管。也可用于由较窄的坯料生产较大管径的焊管。然而,与相同长度的直缝管相比,焊缝管的长度增加了30~100%,因为以上的原因,螺旋钢管的生产速度很慢。因此,直缝焊接主要用于小直径焊管。而螺旋焊接主要用于大直径焊管。
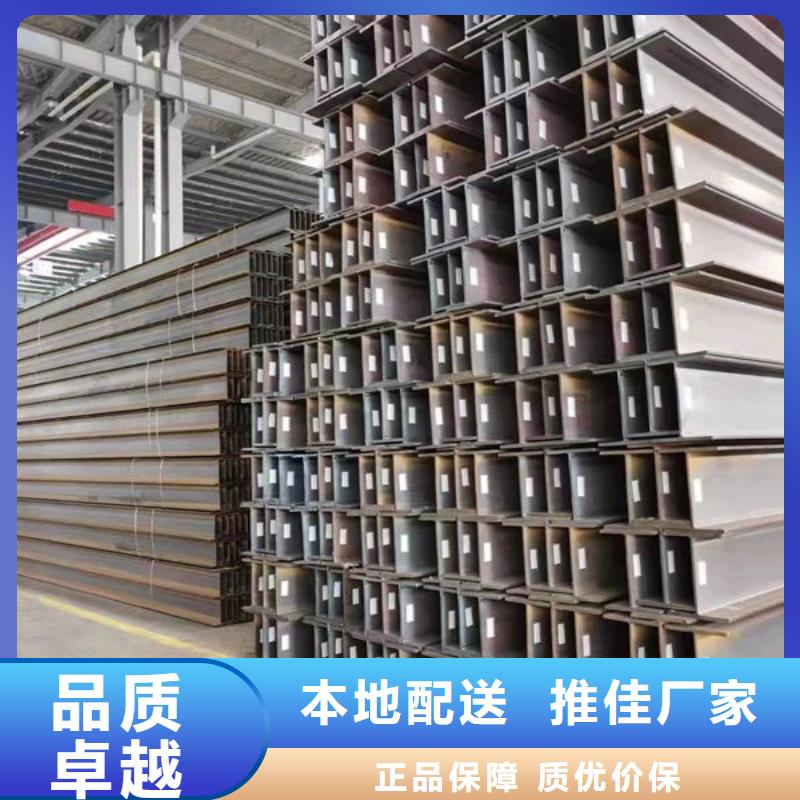
普通工字钢和轻型工字钢材的翼缘由根部向边上逐渐变薄的,有一定的角度,普通工字钢和轻型工字钢的型号是用其腰高厘米数的阿拉伯数字来表示,腹板、翼缘厚度和翼缘宽度不同其规格以腰高( h)×腿宽(b)×腰厚(d)的毫数表示,如"普工160×88×6",即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的普通工字钢。/"轻工160×81×5",即表示腰高为160毫米,腿宽为81毫米,腰厚为5毫米的轻型工字钢。普通工字钢钢材的规格也可用型号表示,型号表示腰高的厘米数,如普工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,需在型号右边加a b c 予以区别,如普工32#a、32#b、32#c等。热轧普通工字钢的规格为10-63#。经供需双方协议供应的热轧普通工字钢规格为12-55#。